



Measuring Methods
Hardness testing:
The UCI-MethodThe Leeb hardness testing method
The Ultrasonic-Backscattering-Procedure
Determination of layer thickness:
Determination of layer thickness with a spherical cap grinder (Calotest)Hardness testing - The UCI method
Inroduction
For decades already, the UCI method (Ultrasonic Contact Impedance, as defined in standards ASTM A1038 and DIN 50159), has achieved a good reputation as simple, reliable and quick procedure for hardness testing. In former times, it was merely used in special situations ‐instead of stationary testing by means of methods according to Rockwell, Brinell or Vickers‐ in the case of large and complex objects or locations difficult to access. Nowadays however, it is accepted as the first choice for many objects, e.g. for pipelines, weld seams, toothed wheels, or generally on metal surfaces.Measuring Principle
From a certain point of view, the UCI method is similar to Vickers testing, but here optical analysis by microscope can be omitted, as the hardness value is determined directly during the penetration itself. This fact proves to be advantageous for automated testing, thus enhancing flexibility in practice and supporting also extremely fast production cycles.Like in Vickers procedures, a defined test load (3 to 98 N) is applied on the sample to be inspected. For that purpose, a Vickers diamond with exactly specified geometry acc. DIN EN ISO 6507‐2 is used, mounted on the end of a vibrating rod. Subjected to longitudinal vibrations created by piezoelectric crystals, this rod is initially vibrating at its natural resonance frequency of 66 kHz (ref. to fig. 1).
Fig. 1: Vibration of the UCI rod (transmitting and receiving piezo crystals shown on the left, resonance amplifier on the right, sample below)
While the vibrating rod together with the Vickers diamond progressively penetrates into the sample, the oscillation is damped, in parallel to the rising force respectively indentation depth. Due to this effect, the frequency of resonance changes. This change of frequency, in correlation with the increasing contact surface between diamond and sample (therefore the hardness) represents the actual parameter to be measured. This means simply that softer materials give rise to a larger contact area than hard items. General rule:
| Hardness = f(F, Δf) | |
| with: | |
| F: | Test load |
| Δf: | Displacement of resonance frequency |
The entire procedure is visualized in fig. 2. In the beginning, the system vibrates at its natural undamped frequency f0 of 66 kHz. As the test load is continuously increasing, the simultaneously measured frequency shifts, as the contact surface is becoming larger. When the specified test load (in this case 49 N) is reached, the resulting difference to f0 is calculated and transformed into a hardness value. Note that for models UCI alphaDUR II und alphaDUR mini, as well as for hardness scanner UT 200, the whole measurement takes only a few thousands of a second and leaves nearly no trace on the sample.
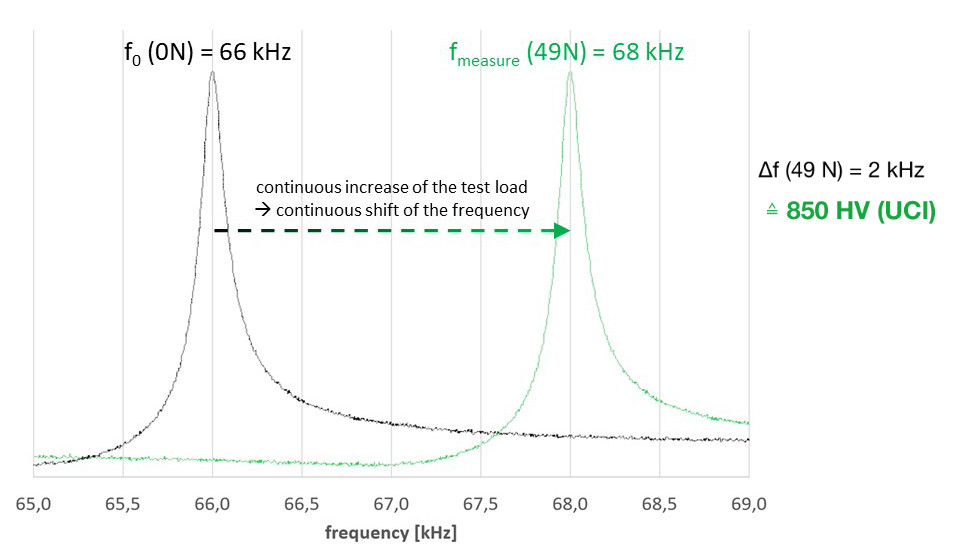
Fig. 2: Displacement of frequency with increasing test load during the UCI hardness test
It is important to know that the change of the frequency does not only depend on the hardness, but also on the modulus of elasticity. For this reason, the system must be calibrated correspondingly. This calibration takes place by means of hardness test blocks consisting of steel at different hardness. Hardness results are always calculated on the basis of these stored calibration values.
In defined material groups (e.g. steel between 200 and 210 GPa), the fluctuation of the modulus of elasticity is low and therefore can be neglected. In the case of a considerably differing modulus of elasticity however, first perform a calibration by means of a reference sample of the material in question. After completion of corresponding stationary hardness measurements, transmit the determined hardness value into the alphaDUR mini, alphaDUR II or UT200 by means of UCI measurements. This way the calibration curve itself is displaced, enabling precise measurements of the new material to be achieved.
Specific Test Configurations
As this testing method can be conveniently adapted to a great variety of applications, BAQ has developed individual solutions for numerous tasks, ranging from mobile devices with test probes to automated measurement equipment in production lines, and even fully automatic surface inspection in two dimensions.Mobile Hardness Testing
A mobile station is composed of a test probe and a portable alphaDUR mini or alphaDUR II device so the procedure can be performed directly on the spot. Thanks to the shape of the probe, this is possible also in positions normally out of reach. Furthermore, the result does not depend on the direction. The probe has to be placed on the desired object; the load has to be applied manually – and the hardness value appears without delay.
Fig. 3: Mobile hardness test with model alphaDUR mini
The informative value of the method can be enhanced by recording sequences. All results including statistical analysis are displayed by the instrument and can be obtained as a printout, stored or transferred to a PC. To define a tolerance, specify upper and lower limits. Results outside this range are marked and additionally accompanied by an acoustic warning signal.
For both models (alphaDUR mini and alphaDUR II), conversion to another hardness scale is provided. This transformation takes place directly inside the instrument and is available acc.to DIN EN ISO 18265 ‐ Feb.2014 and ASTM E140 ‐ 12b (2019) in scales of Vickers, Brinell and Rockwell, or also converted to results of tensile strength.
For the practical test procedure, it is essential to place the probe onto the surface of the specimen in exactly vertical orientation, as otherwise the contact area would be reduced. Skewed orientation (acc. to DIN 50159 and ASTM A1038: > 5°) affects the contact area in an inadmissible way, displacing the frequency and falsifying the hardness result.
This problem is often encountered by unexperienced personnel. Besides precision measurement stands used in laboratory environment, BAQ therefore offers probe supports, useful particularly in mobile applications. Simply screw the positioning aid onto the probe from below (instead of the protective sleeve). These probe supports are available for different tasks, i.e. for flat or curved parts e.g. tubes. When using these auxiliary aids, the test load has to be applied manually as well.

Fig. 4a: Increased precision by measurement stands

Fig. 4b: Increased precision by positioning aids
Automated Hardness Testing in Production Lines
Fully automatic 100% testing in production lines can be established by means of the alphaDUR II SPS model. Thanks to the extremely fast procedure, cycle times of only a few seconds are not an obstacle.The purpose of Pass / Fail testing consists in identification of bad parts. For this reason, tolerance limits may be stored in the memory of the alphaDUR II SPS, causing a message to be transferred to the SPC in case of need, so that the concerned part can be sorted out immediately. The message can also be accompanied by the exact hardness value.

Fig. 5: alphaDUR II SPS for measurements in a production line
Fully Automatic Surface Inspection
In addition to the test blocks described beforehand, BAQ has developed the hardness scanner model UT200, which is based on the UCI principle as well. Positioning takes place under program control, and the load is applied in a motorized process, so that a fully automatic measurement run for surface or line inspection can be configured. It is also possible to test several samples in one single sequence. The speed of the UCI method enables several thousand measuring points to be recorded within shortest delay, which opens completely new horizons for materials testing.Summarizing the values in a colored diagram clearly makes visible the material properties at a glance, e.g. the microstructure in a weld seam or the transitions between base material and hardened zones.
Fig. 6: Hardness scanner UT200, specialized in surface inspections
Boundary Conditions / Requirements to be met
Like for every hardness testing method, the quality of the UCI measurement depends on several requirements, which must be known. A certain experience of the personnel is imperative, but also for the specimen itself some conditions must be fulfilled.In order to ensure the operational capability of the alphaDUR mini or alphaDUR II models for particular types of samples, preliminary examinations may be useful. This can be realized by means of rental devices or by test measurements of original samples inside our BAQ laboratory. Furthermore, our customer service is always ready for a demonstration of the test equipment on the spot. We have an international network of qualified partners, experienced in all technical questions concerning the configuration of a meaningful test design.
Sample Thickness
According to DIN 50159‐1, a minimum thickness of 5 mm of the specimen must normally be ensured, as otherwise the original ultrasonic signal emitted by the vibrating rod, partially transferred into the piece could interfere with reflections from opposite boundary surfaces. This fact could give rise to misinterpretation of the results.The superposition of the ultrasonic waves can however be suppressed by applying a thin oil film on the interface between the sample and an additional massive body; this method is called coupling. This way, instead of being reflected, the wave propagates into the adjacent body, and no interference takes place. The base plate of the precision measuring stand may be used for that purpose. Another method consists in embedding the sample, which proves to be practical in the case of surface measurements by means of the UT200 scanner. Both methods enable tests to be performed also for smaller samples.
Surface Roughness
The validity of all hardness measurement methods is restricted to a defined maximum average roughness Ra. For the UCI method, the limits are specified in DIN 50159‐1 respectively ASTM A1038, as follows:| Test Force | Surface Roughness Ramax in µm | |
| Acc. to DIN 50159 | Acc. to ASTM A 1038 | |
| 98 N | 1,0 | 15,0 |
| 50 N | 0,8 | 10,0 |
| 10 N | 0,5 | 05,0 |
| 03 N | - | 02,5 |
Note: In contrast to the Vickers method measuring the diagonal lines of the impression (with corner points sometimes hard to be determined in the case of rough surfaces), the UCI method makes use of the entire contact area to calculate the hardness result. This generates an averaging effect significantly lowering the scattering of the results.
In order to ensure compatibility with the requirements, the surface may conveniently be prepared. Partial grinding of the measuring point is sufficient, use the following table as a reference:
| Grain sizes acc. to FEPA-Standard | 120 | 180 | 240 |
| Ra | ca. 1,2 µm | ca. 1,0 µm | ca. 0,6 µm |
Layer Thickness
The hardness of layers (coatings) on surfaces can be checked by the UCI method as well. In order to avoid influences originating from the base material, the penetration depth of the Vickers diamond has to be limited to 1/10 of the layer thickness. Use the following diagram as a reference: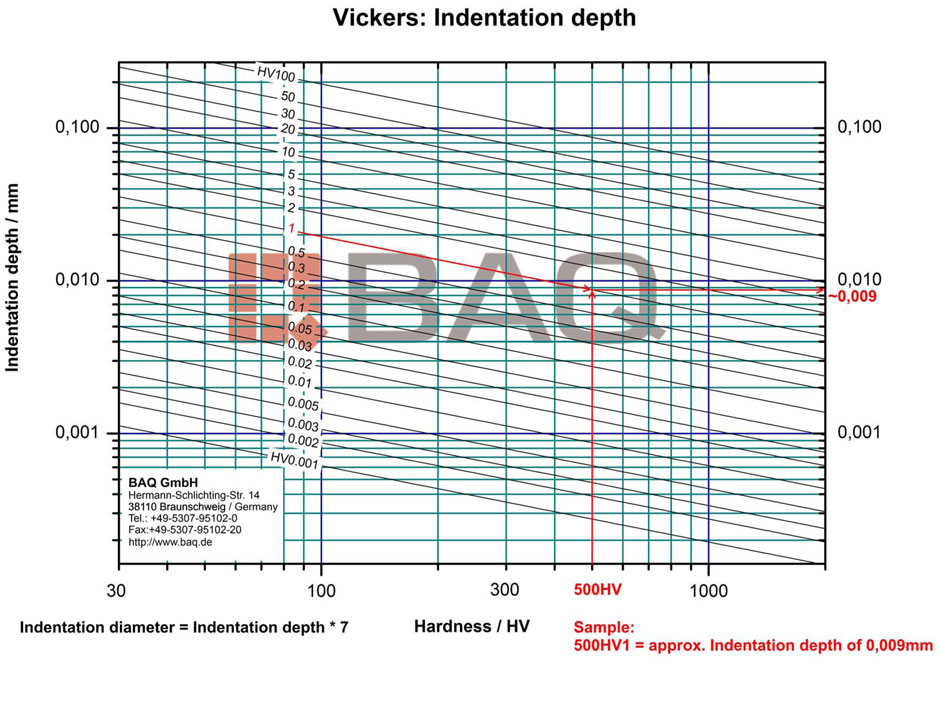
Fig. 7: Diagram of Penetration Depth (example: depth of 0.009 mm),
diagonal of impression = depth * 7
Correct Selection of Test Load
UCI test probes are available with test loads between 3 N (HV0.3) and 98 N (HV10). All probes are admitted for all hardness ranges; only their handling is different. The correct selection of the test load depends on the surface roughness of the sample. As a rule, keep in mind:The proper test load of the probe increases with the surface roughness
The following exemplary applications are mentioned in DIN 50159‐1:
| Testload | Typical Applications |
| 98 N | Small forgings, weld seam inspection, verification of heat affected zone |
| 49 N | Induction or case‐hardened machine parts, e.g. camshafts, turbines, weld seams, verification of heat affected zone |
| 10 N | Ion nitrated stamping tools and matrices, forms, presses |
| 03 N | Layers, e.g. copper and chromium layers on steel cylinders (t ≥ 0,040 mm), rotogravure cylinders, coatings, hardened coatings (t ≥ 0,020 mm) |
Advantages of the UCI Method
Mobile inspection:Measurement directly at the component concerned Independence from direction:
Measurement in any orientation Quick procedure:
Optical analysis of the indentation unnecessary Improved precision and reproducibility:
The entire contact surface is used for calculation, not only the diagonal line.
→ Therefore enhanced reliability in the case of asymmetrical impressions. Nearly non‐destructive:
Impressions hard to detect (refer to fig. 8) Simple automation:
Inline test (i.e. integrated into the production line) Compact design:
Ideal for positions difficult to reach, complex part geometries and in narrow spaces (refer to fig. 9)
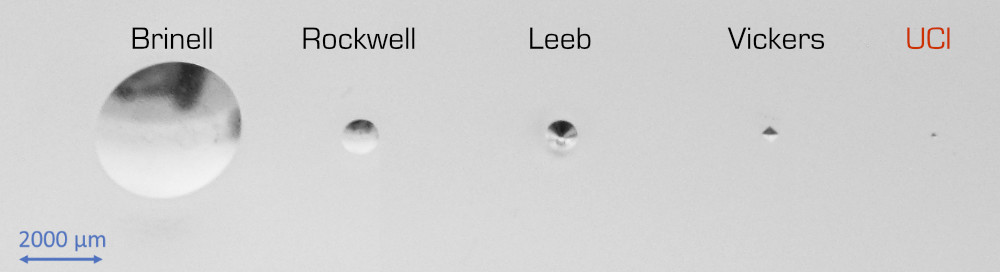
Fig. 8: Impression of different hardness testing methods:
Brinell HBW 10/3000; Rockwell HRC; Leeb HLD; Vickers HV10; UCI HV1
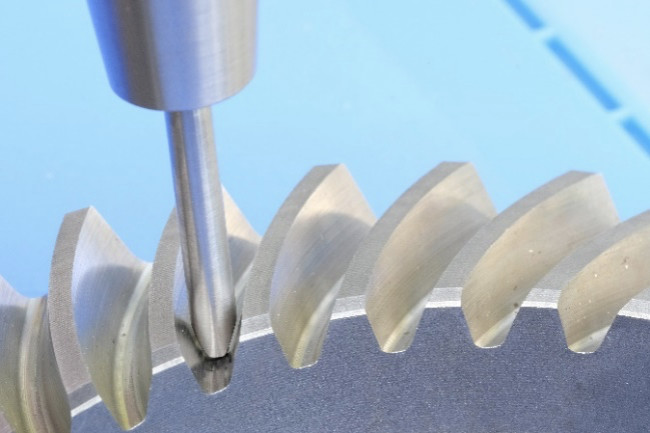
Fig. 9: Measurement at the tooth root surface
Applications
Quality controlIncoming inspection
Supervision of production
Pass / Fail testing
Identification check
Weld seam inspection
Effective hardening depth / profile of hardening depth
Hardened and unhardened pieces
Coatings
Complex sample geometries
Surface scans and line measurements
Inspection of internal components
Standards
DIN 50159-1,2ASTM A 1038
ASTM E 140-13 (conversions)
EN ISO 18265 (conversions)
Download: Hardness Testing by UCI Method (PDF)
Download: Diagramm Identation Depth

Hardness testing – the Leeb hardness testing method
The Leeb hardness testing method is a dynamic hardness testing procedure. The portable hardness testers dynaROCK II and Hartipp1800B work according to this procedure.Over the spring force a impact device (Carbide balls, for special applications a diamond tip) is fired onto the sample surface. The measurand is the difference between the impact and rebound speed of the impact body. The loss of the velocity is directly related to the hardness, taking account of the calibration and in accordance to influence of the mass and the surface of the sample.
Further Informationen for Leeb-Hardness Testing (Rebound): Specimen requirements (Mass, wall thickness, roughness), Selection of the right impact device, measuring accuracy. Leeb-Information-sheet (PDF-Download).
The Ultrasonic-Backscattering-Procedure
For the measuring of the depth of the hardening of heat-treated parts, the Ultrasonic-Backscattering-Procedure is very suitable. Thereby the differences in the grain structure between the case and the core are used. While the hardened case shows a very fine-grained Martensite-structure the core has, depending on the pretreatment, a coarser core. This means that at the transition to the core a higher sound scattering occurs, owing to the coarser grain-structure.The procedure works with oscillating-impulses, which frequency is 20 MHz, so that the scattering for the measuring is sufficient. The oscillating-impulses are created by the measuring electronic and emitted by a test head. The backscattered sound intensity is captured by the same test head and analyzed by the measuring electronic.
Therewith the soundwaves can get into the work piece, a medium between the test head and the work piece which can transport the ultrasonic-impulses, is necessary. Air is not suitable for this procedure. Due to this, the parts are measured in a water bath, where a corrosion inhibitor is added if needed.
The soundwaves spread as longitudinal waves in the water. If they hit the work piece surface in a defined angle, they were converted into transverse waves, which can spread in steel. At the surface of the work piece a part of the sound intensity is reflected and hits the test head again. The duration of the radiated sending-impulse is essentially shorter than the runtime of the signal from the test head to the surface and vice versa. Owing to this, no overlays between the sended and the received signal occurs.
The entered soundwaves travels unimpeded through the hardened marginalized layer, so that barely no soundwave are backscattered and hit the test head from this area.
First at the border to the base material the backscattering increases abrupt. The sound signal is partially reflected into the direction of the test head. At the surface the transverse waves are reconverted into longitudinal waves, which are spreading in the water and reach the test head.
The measuring electronic records the receive-signal from test head constantly. The signal curve contains a strong surface echo, then a minimum and subsequent a more or less steep rise which results of the reflection at the transition from the marginalized layer to the core material.
For measuring the depth of the hardening, the distance between the surface and the boundary layer in millimeters has to be determined out of the signal curve. The runtime of the sound between the surface and the boundary layer can be determined from the measuring curve. Here the time between the maximum of the surface echo and the first rise of the signal after the minimum is used for evaluation. With the known sonic speed in steel the migration distance in millimeters can be calculated.
Coating thickness measurement with the calotte grinding method (Calotest)
Measuring principle:
With the coating thickness measurement instruments of the kaloMAX family, the coating thickness is determined by using the calotte grinding method. A hardened steel ball with an exact defined diameter, which lies loose between the driving shaft and the sample, is set into rotation by a motor-driven shaft (cf. schematic diagram).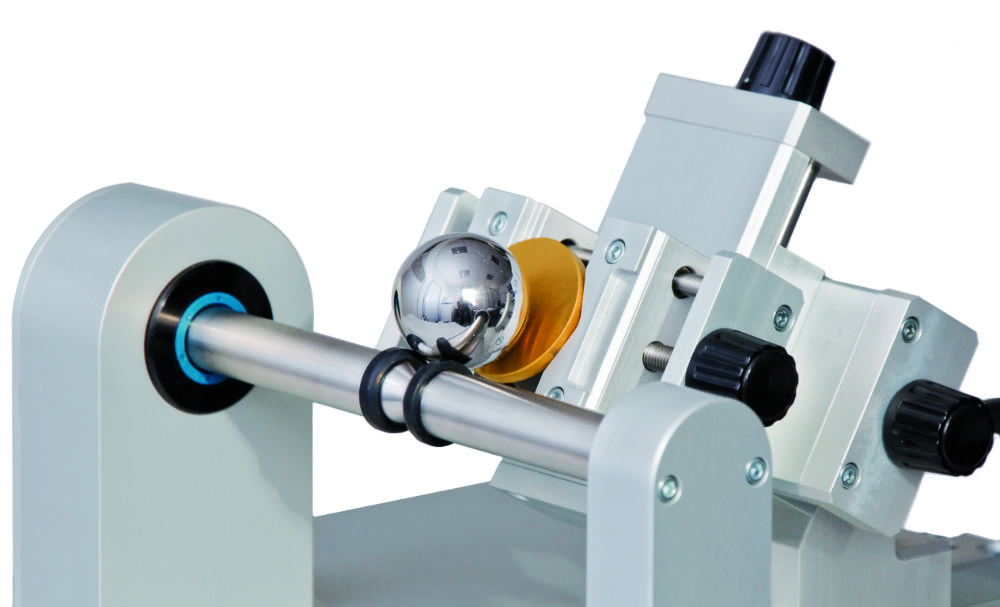
Image 1a: kaloMAX II
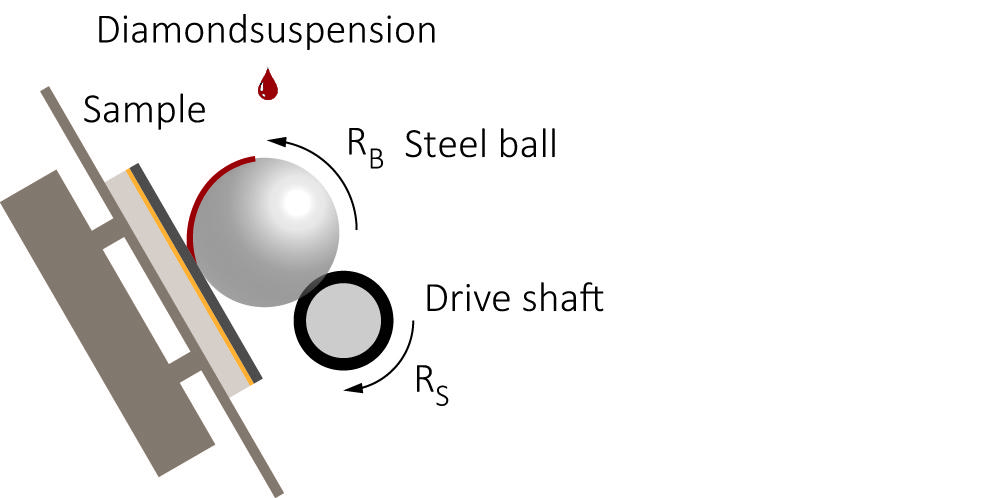
Image 1b: Measuring principle of the calotte grinding method
Therefore, the steel ball is used to carry an abrasive slurry, such as diamond suspension or diamond paste. Thereby a groove is ground into the sample – the so-called calotte. The grinding time varies depending on the coating type (its thickness and wear resistance) between a few seconds and several minutes. If the coating system of the clamped sample is ground right through (depth of grinding > coating thickness), every single layer can be seen under the microscope as a concentric ring or ellipse (cylindrical sample).
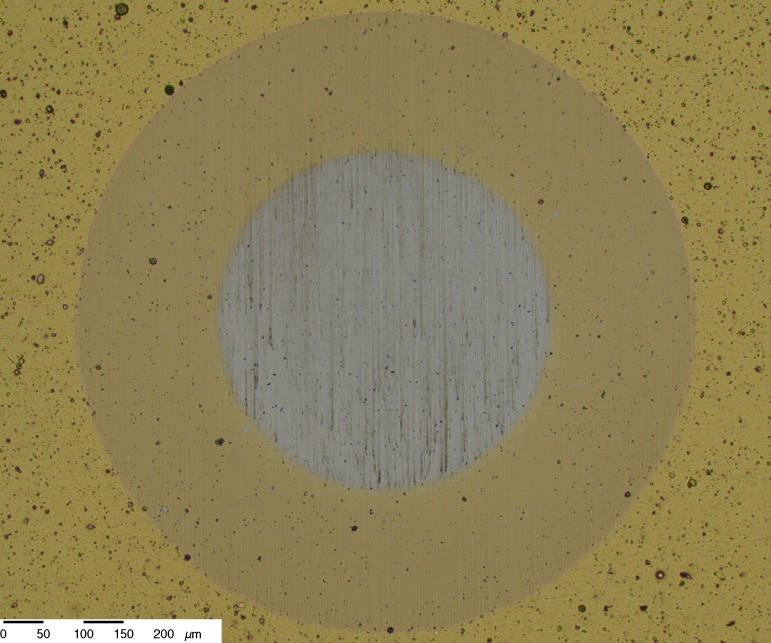
Image 2a: Calotte on a flat sample
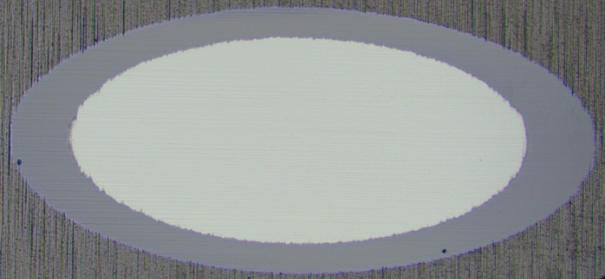
Image 2b: Calotte on a cylindrical sample
Using the calotte grinding method, single layers and layer systems can be analyzed. Since, compared to the coating thicknesses, the diameter of the hardened steel ball is very large, the layer system is ground in a very flat angle, which in a way widens the coating (the diameter of the single ring is typically 200 times higher as the coating thickness).
This is, besides the significant time saving, an important advantage of the calotte grinding method compared to the cross-section as the accuracy of the measurements is significantly improved by the coating widening and the analysis can be done under a normal reflecting microscope.
Image 3 illustrates the principle of the method through a two-layer system.
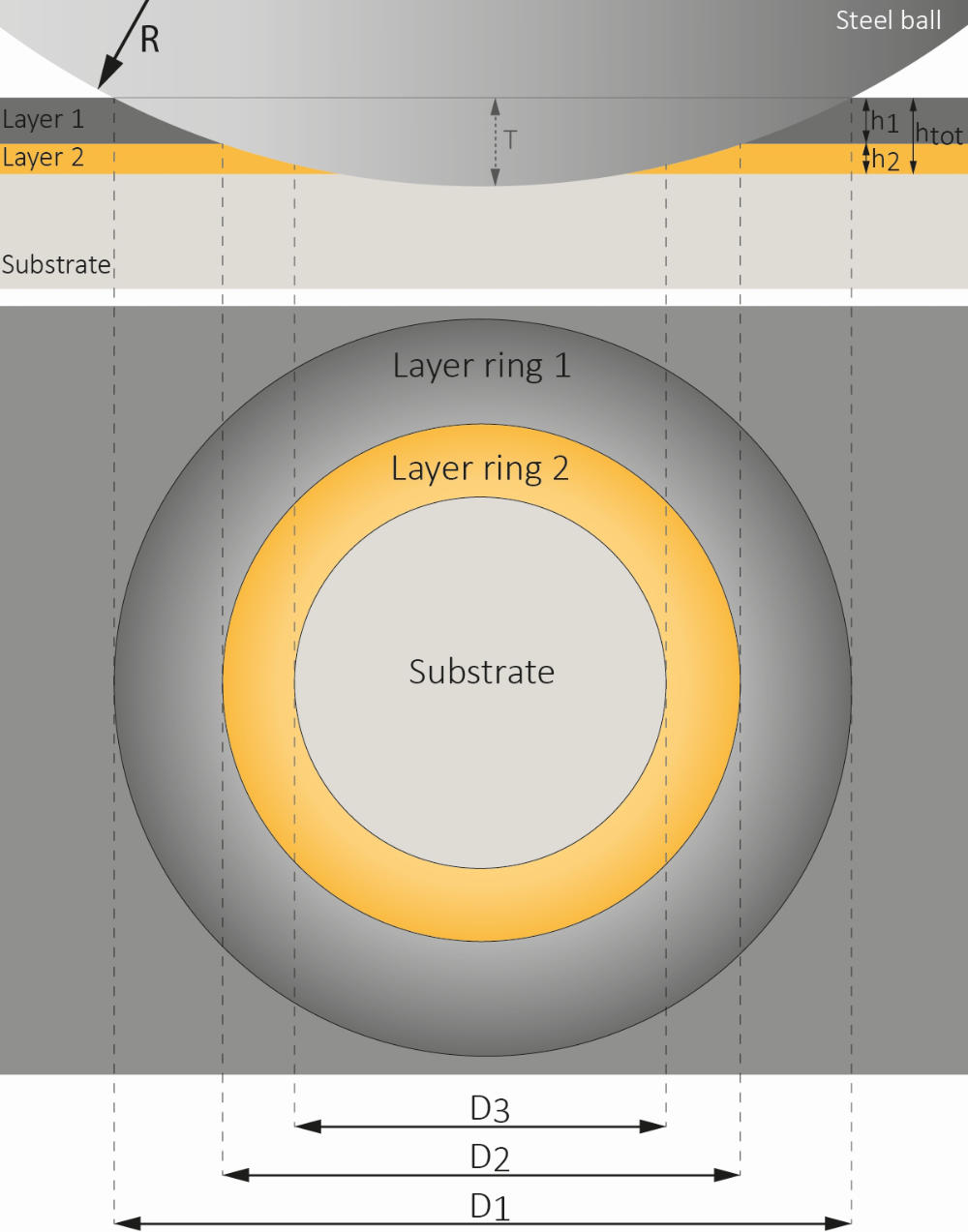
Image 3a: Coating thickness measurement on a flat sample
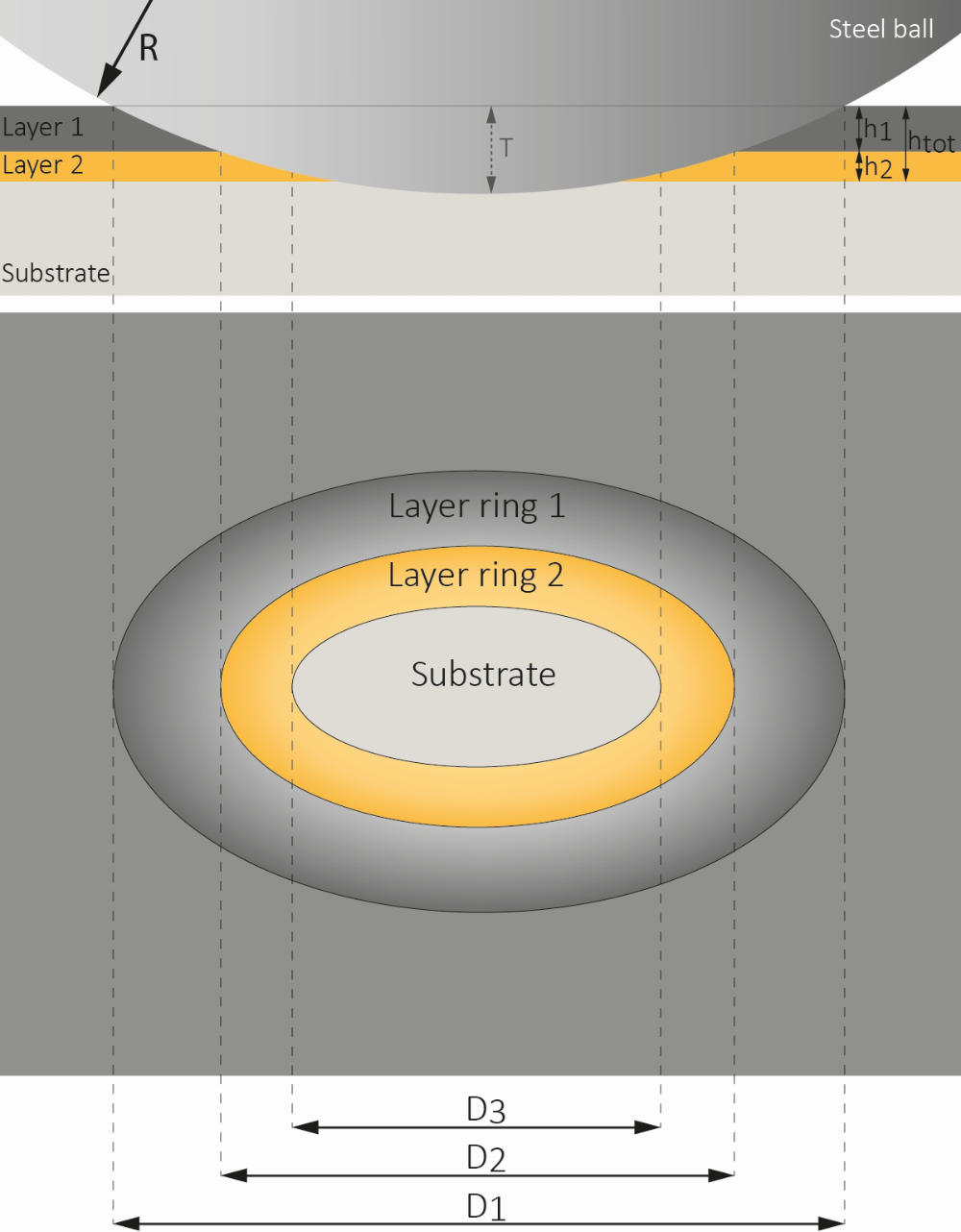
Image 3b: Coating thickness measurement on a cylindrical sample
As the diameter of the steel ball is exactly known, all layer thicknesses can be calculated by a simple geometric relation. Therefor only the diameters (flat sample) or the long diagonals (cylindric sample) have to be determined. Afterwards all existing layer thicknesses can be calculated according to the following formula:

D: outer diameter (flat) or outer diagonal (cylindric)
d: inner diameter (flat) or inner diagonal (cylindric)
R: ball radius (normally 15 mm)
h: layer thickness
T: depth of grinding
Considering the measurement accuracy of the calotte grinding method
Basically, to achieve the best accuracy, an optimal rotation of the ball during the grinding is required. Radial runouts and lateral movements of the ball would change the size of the calotte and would have a false effect on the measuring results. This is why BAQ uses so-called traction rings as contact area for the ball. When completely assembled, the traction rings are ground during rotation at high-speed using a special grinding machine. Compared to a pure steel shaft, this reduces both radial runout and lateral movement of the ball to a minimum, so that this influence on the measurement result is negligible.Furthermore, the measuring accuracy depends on the accuracy with which the diameters D and d can be determined (see equation 1). As the following image illustrates especially the surface roughness of the sample has an essential impact on the accuracy with which D and d can be determined by the user.
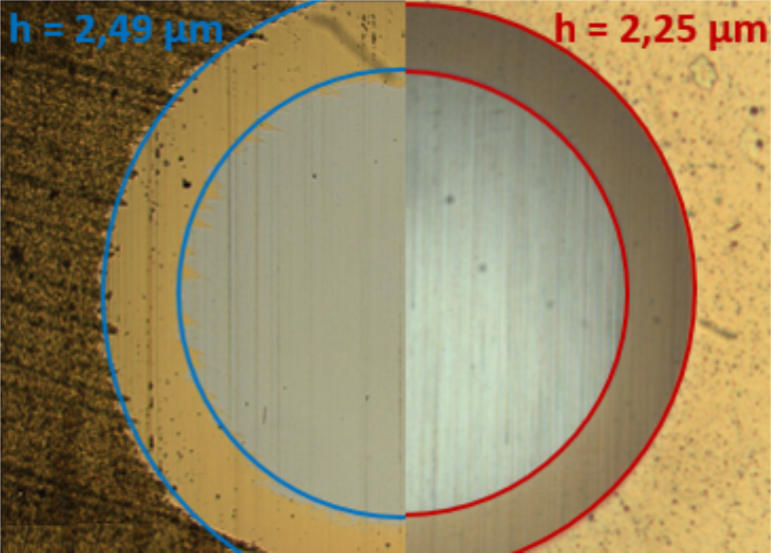
Image 4: Impact of the surface roughness
As with all measurement methods for coating thickness measurement, the following also applies to the calotte grinding method: the lower the surface roughness of the sample, the better the measurement accuracy. But the advantage of the calotte grinding method compared to other methods is, that the user can directly see how the measuring result is obtained and therefore evaluate it very well. According to DIN EN ISO 26423, the surface roughness of the coating and/or substrate should not exceed 20 % of the coating thickness.
With surface roughnesses typical for this application, the accuracy in determining the diameters is approx. ± 10 µm. Besides the accurate measurement of the diameter, the depth of grinding is also very important. This becomes clear illustrated by the following example, for which the below assumptions are made:
| Assumption 1: | Regardless of the depth of grinding, the diameters D and d can be determined with an accuracy of ± 10 µm. |
| Assumption 2: | The actual coating thickness is 2.25 µm |
Case 1: Grinding depth is too large
The calotte has been ground so deep, that the corresponding diameters are D = 1400 µm and d = 1300 µm. The actual coating thickness is therefore:

(cf. assumption 2)
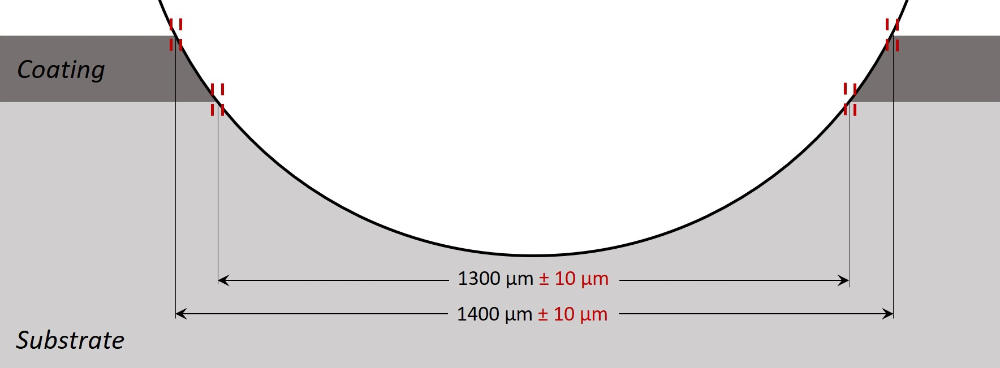
Image 5: grinding depth too large
Since the diameters D or d can, according to assumption 1, be determined with an accuracy of ± 10 µm, the coating thickness measured by the user may be within the following ranges:
Minimum value:

Maximum value:

In this case the measuring accuracy is ± 0.45 µm
Case 2: optimized grinding depth
The calotte is ground so deep, that the external diameter D is twice as large as the inner diameter d. With a coating thickness of 2.25 µm is D = 600 µm resp. d = 300 µm:

(cf. assumption 2)
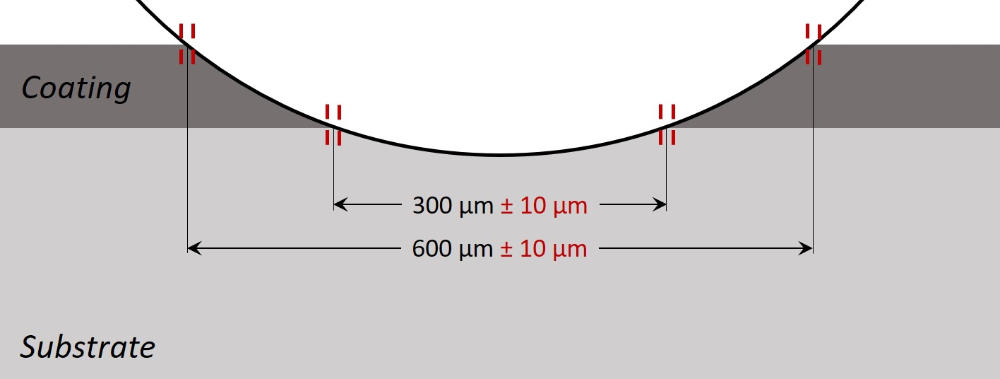
Image 6: optimized grinding depth
As the diameters D or d can be determined according to assumption 1 with an accuracy of ± 10 µm, the coating thickness measured by the user can be theoretically be within the following ranges:
Minimum value:

Maximum value:

The measuring accuracy is in that case at ± 0.15 µm. Only by reducing the grinding depth, the measuring accuracy has been improved by the factor 3.
We recommend to select the grinding depth, so that D ≈ 2 * d.
Advantage:
| very simple | no specialized stuff needed |
| quick | no sample preparation necessary; measuring results are available within a couple of minutes |
| multi-purpose | measurement of single layers and layer systems |
| high accuracy | „layer widening“ |
| material independent | in principle suitable for all substrate/coating combinations |
| geometry independent | results independent of sample shapes (flat, cylindrical, spherical and ellipsoidal) |
| traceability | through direct measurements the user can see how the results occurred |
Appliction areas:
- PVD coatings
- CVD coatings
- metal coatings
- galvanic coatings
- chemical coatings
- polymer coatings
- paint coatings (hardened)
- decorative coatings
- oxide coatings
- and several more
Standards:
- DIN EN ISO 26423
- DIN EN ISO 1071-2 (withdrawn)
- VDI 3198 (withdrawn)